Nyutech designs and manufactures multi level conveyor systems that efficiently transport materials across different heights and floors. Our vertical conveying solutions help optimize floor space, improve workflow efficiency, and are ideal for automotive, assembly lines, warehouses, and automated manufacturing facilities.
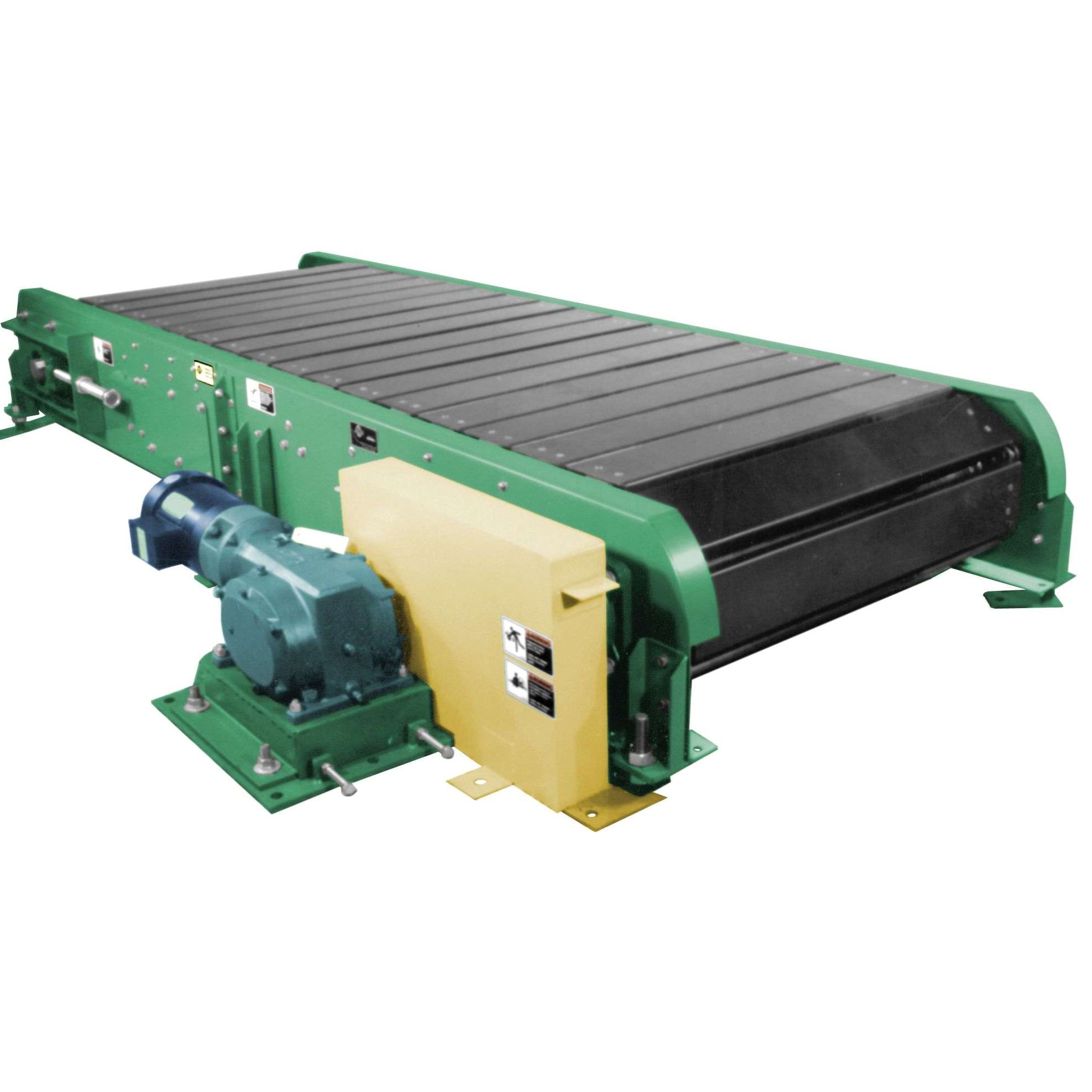
The multi-level conveyor system integrates multiple conveyor tiers within a single frame, allowing independent or sequential transfer of parts across different process levels.
It is suitable for assembly lines, inspection modules, oven-cooling combinations, and buffer storage applications, supporting flexible automation layouts.
Key Features
System Benefits
Application Areas