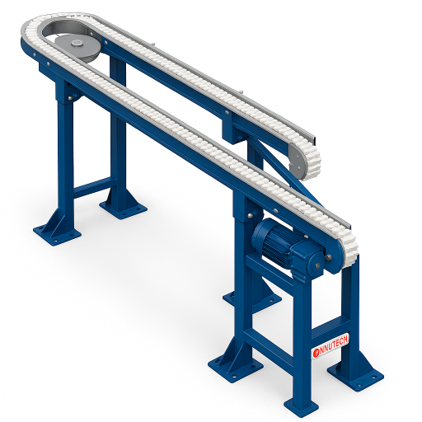
This conveyor features a dual-lane modular chain track mounted on a heavy-duty MS tube frame (RAL 5010 finish).
Each lane operates in perfect alignment to carry parallel loads, suitable for assemblies requiring balanced support or fixture mounting.
Driven by an AC induction motor with inline helical gearbox and VFD (Variable Frequency Drive), the system enables smooth acceleration, deceleration, and adjustable speed control.
Key Features
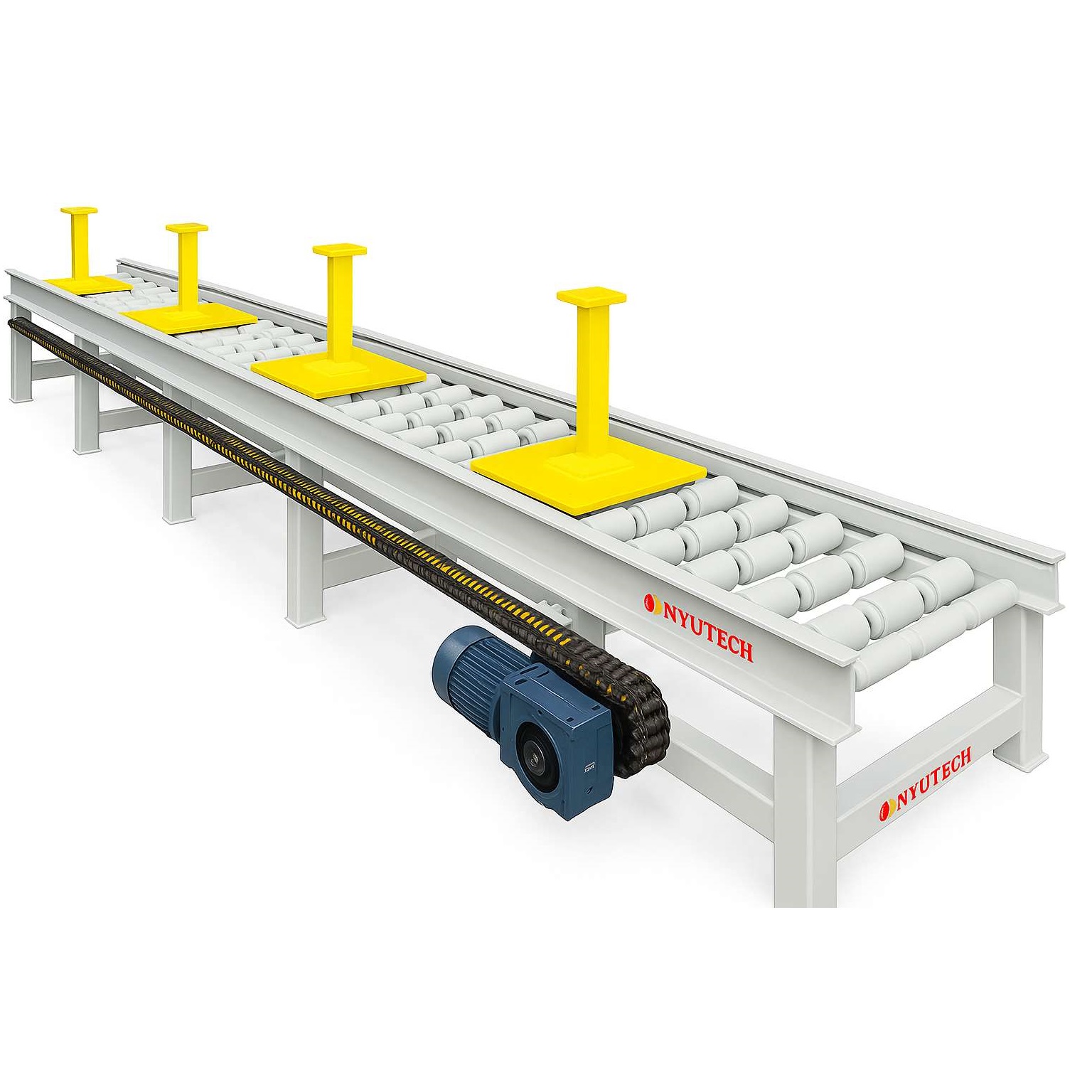
- Dual-lane synchronized transport for symmetrical and stable component handling.
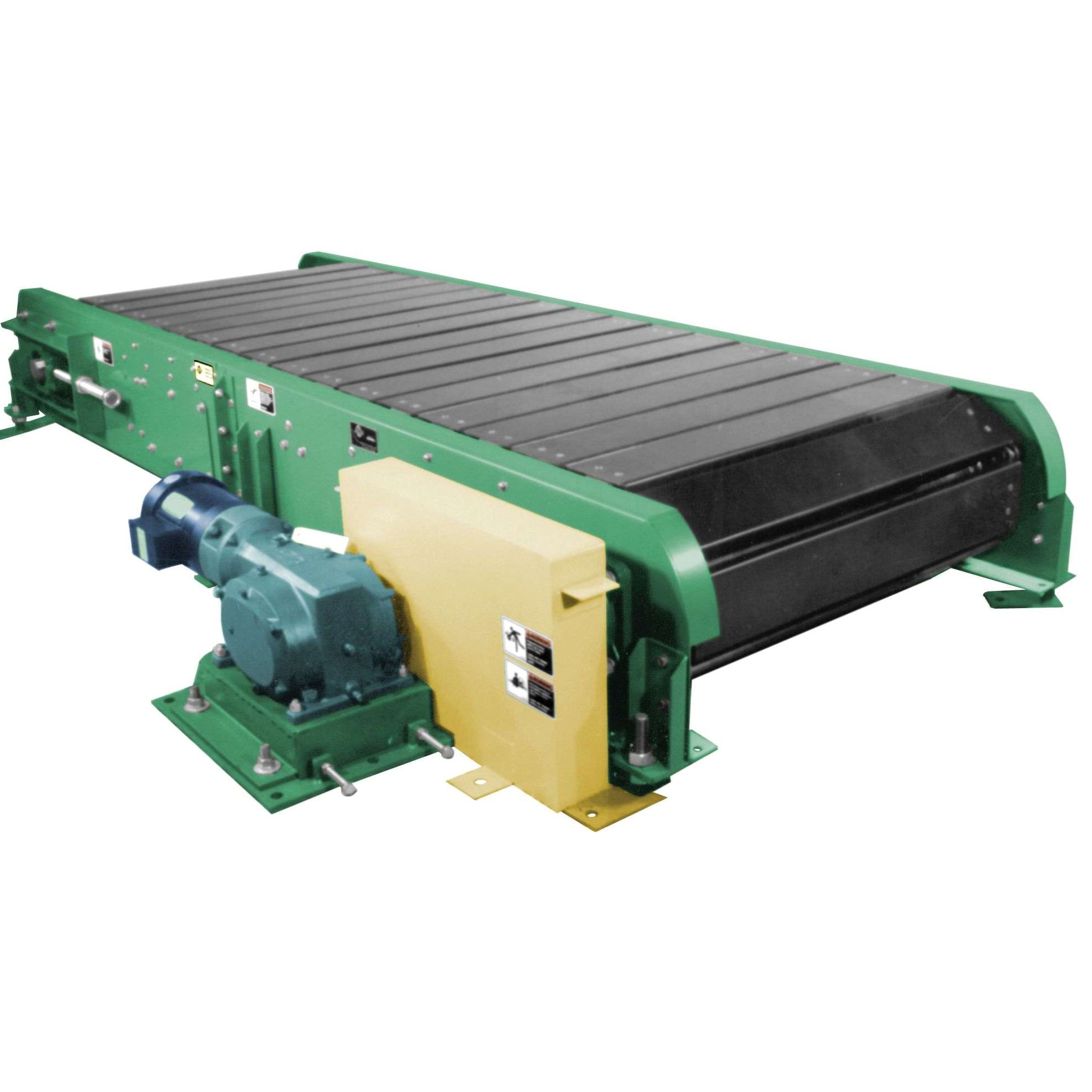
- Modular chain design – easily replaceable links with high load-bearing plastic rollers.
- Rigid MS structure with RAL 5010 powder coating for corrosion and wear resistance.
- Integrated Drive Unit – Motor and gearbox assembly mounted laterally for compact layout.
- Servo / VFD Control – Variable speed operation with PLC or HMI interface.
- Pneumatic stoppers (optional) for precision indexing and position control.
- Safety Guards & Covers ensuring operator protection and ease of maintenance.
System Benefits
- Smooth and vibration-free motion for delicate components.
- Simultaneous movement of multiple assemblies for reduced cycle time.
- Compact, modular, and service-friendly design.
- Compatible with robotic pick-and-place, inspection, or assembly automation.
- Designed for continuous 24×7 operation under industrial conditions.
Application Areas
- EV motor and gearbox assembly lines.
- Precision component transfer systems.
- PCB or battery pack conveyance lines.
- Automotive powertrain and engine assembly.
- Pallet-based material handling systems.