Nyutech designs and manufactures robust chain conveyor systems ideal for heavy-duty material transport, pallet and container handling, and industrial automation. Built for reliability and endurance, our chain conveyors handle heavy loads, operate smoothly under demanding conditions, and can be customized for diverse applications — from assembly lines to warehouses and manufacturing plants.
A chain conveyor is a heavy-duty conveying system designed for the transport of parts, pallets, or fixtures through assembly, inspection, and packaging lines.
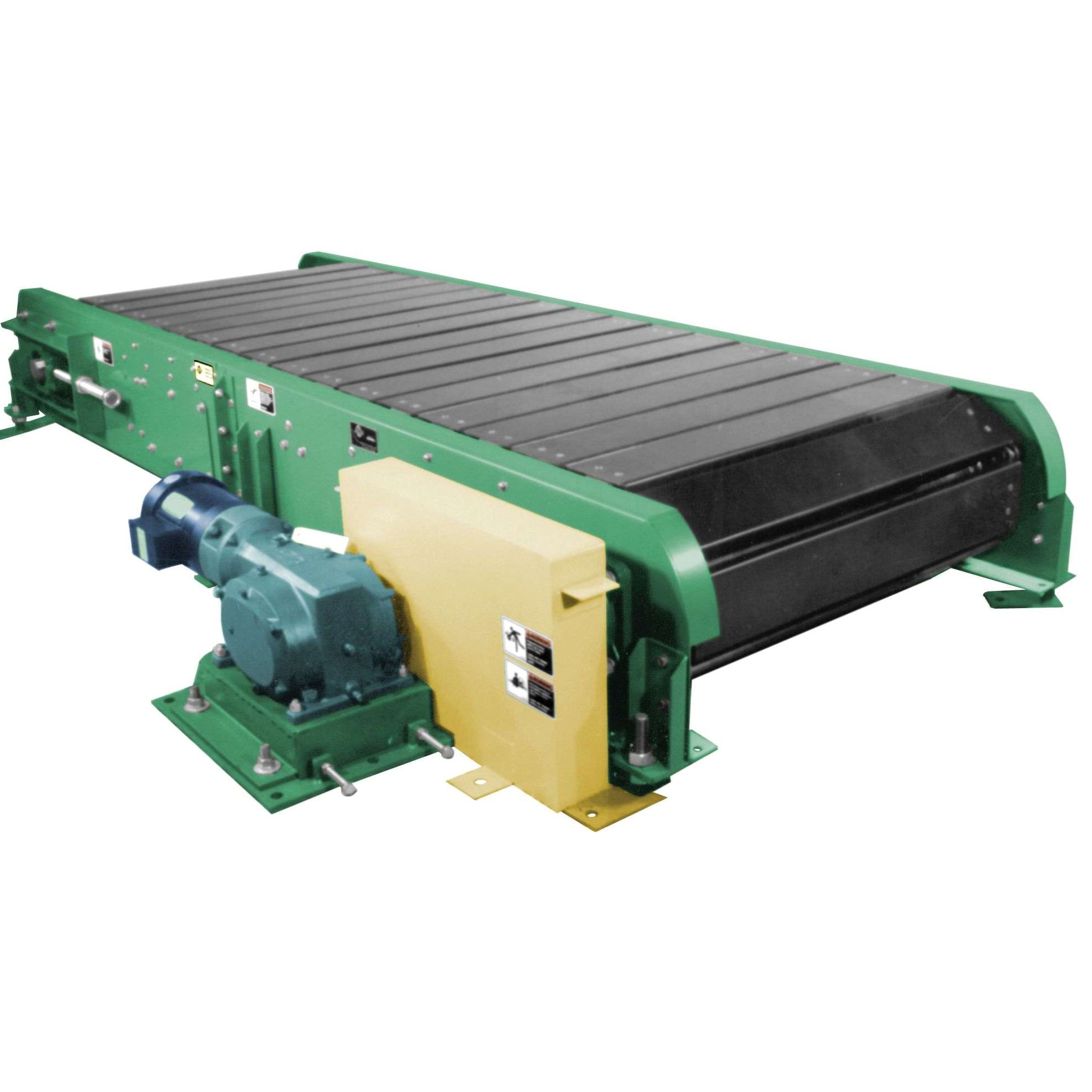
The conveyor uses one or more chains running along a guide track, making it ideal for carrying loads that are too bulky, hot, or heavy for belt or roller systems. Chain conveyors provide positive drive motion, ensuring smooth transfer even under harsh or contaminated conditions.
Chain conveyors are widely used in automotive, EV, foundry, forging, machine tool, and general assembly industries, offering robust reliability and excellent adaptability for integration with automation systems.
System Overview
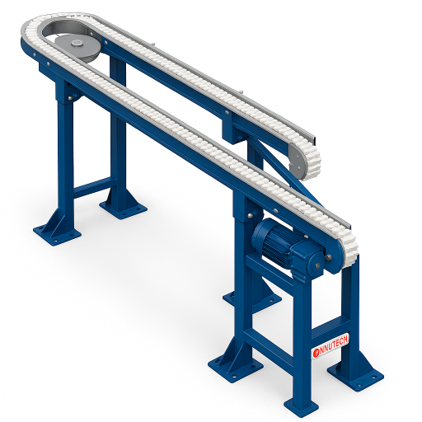
Chain conveyors form the backbone of many industrial material-handling and assembly processes, enabling the synchronized transfer of components between multiple workstations.
They can be configured for continuous flow, indexing operation, or pallet-based transfer, depending on production requirements. Each system typically uses double-pitch, roller, or hollow-pin chains, which may be powered by induction, servo, or brushless DC motors via gear reducers or VFDs.
Conveyors are typically integrated with PLC-based control systems, HMI interfaces, and safety interlocks for seamless operation.
Key Features
System Benefits
Application Areas