Nyutech’s multi-level conveyor systems maximize space utilization and streamline vertical material movement across production lines. Engineered for reliability, high-volume throughput, and flexible industrial layouts, our conveyors are perfect for modern factories and automated facilities.
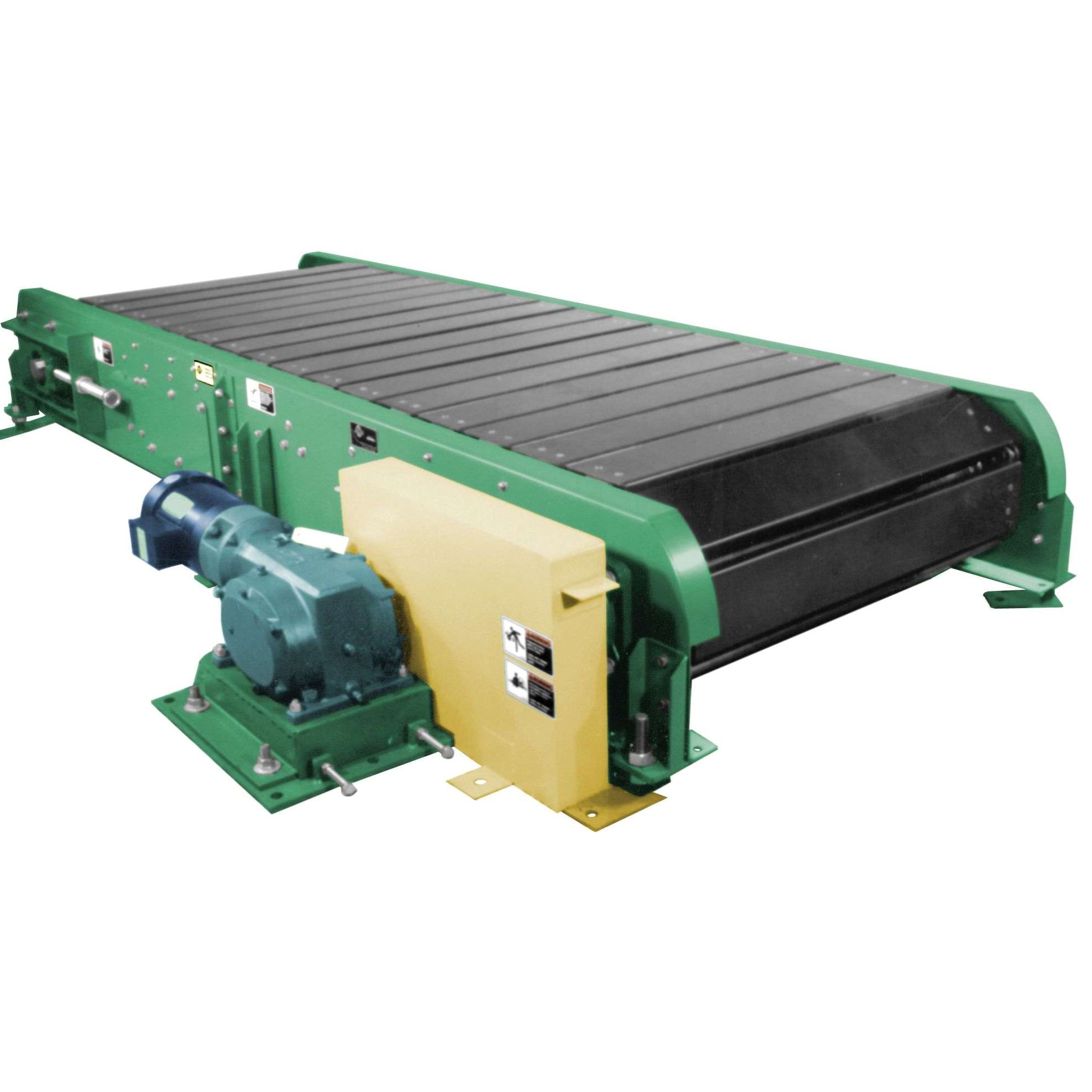
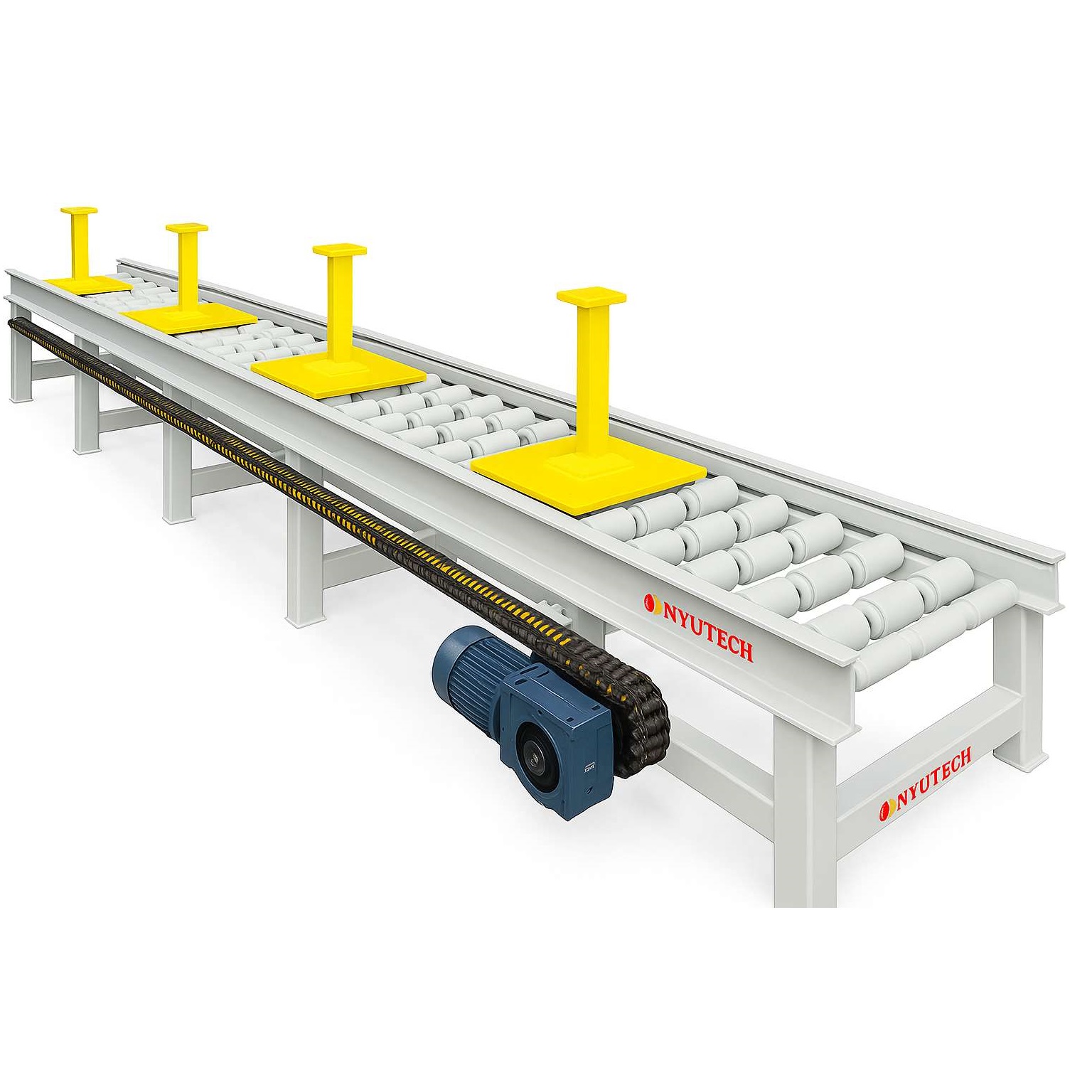
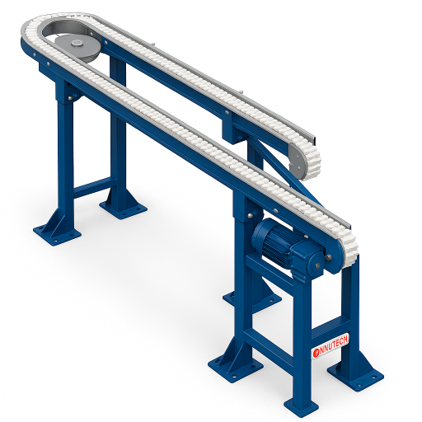
The multi-level conveyor system integrates multiple conveyor tiers within a single frame, allowing independent or sequential transfer of parts across different process levels.
It is suitable for assembly lines, inspection modules, oven-cooling combinations, and buffer storage applications, supporting flexible automation layouts.
Key Features
System Benefits
Application Areas