Nyutech designs and manufactures heavy-duty belt conveyor systems for industrial material handling, assembly automation, packaging lines, inspection systems and production workflows. Our belt conveyors deliver smooth operation, high durability, low maintenance and reliable performance for manufacturing industries.
A belt conveyor is a continuous material handling system designed to efficiently transport components, sub-assemblies, or finished goods between workstations in manufacturing and assembly processes. It ensures smooth, stable, and controlled transfer of materials, reducing manual handling, minimizing cycle time, and improving overall line productivity.
Belt conveyors are essential across industries such as automotive, electronics, packaging, pharmaceuticals, and logistics due to their versatility and ability to handle parts of varied sizes, weights, and surface finishes.
System Description
A belt conveyor system consists of an endless loop of belt—made of rubber, PU, PVC, or modular plastic—mounted over driven and idler pulleys. The belt moves continuously over support rollers or a flat slider bed to carry products from one station to another.
Each unit is powered by servo, induction, or brushless DC drives with precise control using variable-frequency drives (VFDs) or servo amplifiers. The system can be fully integrated with PLC and HMI-based controls for speed synchronization, interlocks, and feedback monitoring.
Modern conveying systems are equipped with sensors, drives, and PLC data interfaces, enabling communication with robotic cells, MES systems, and traceability servers for real-time monitoring.
Key Features:
System Benefits:
Application Areas:
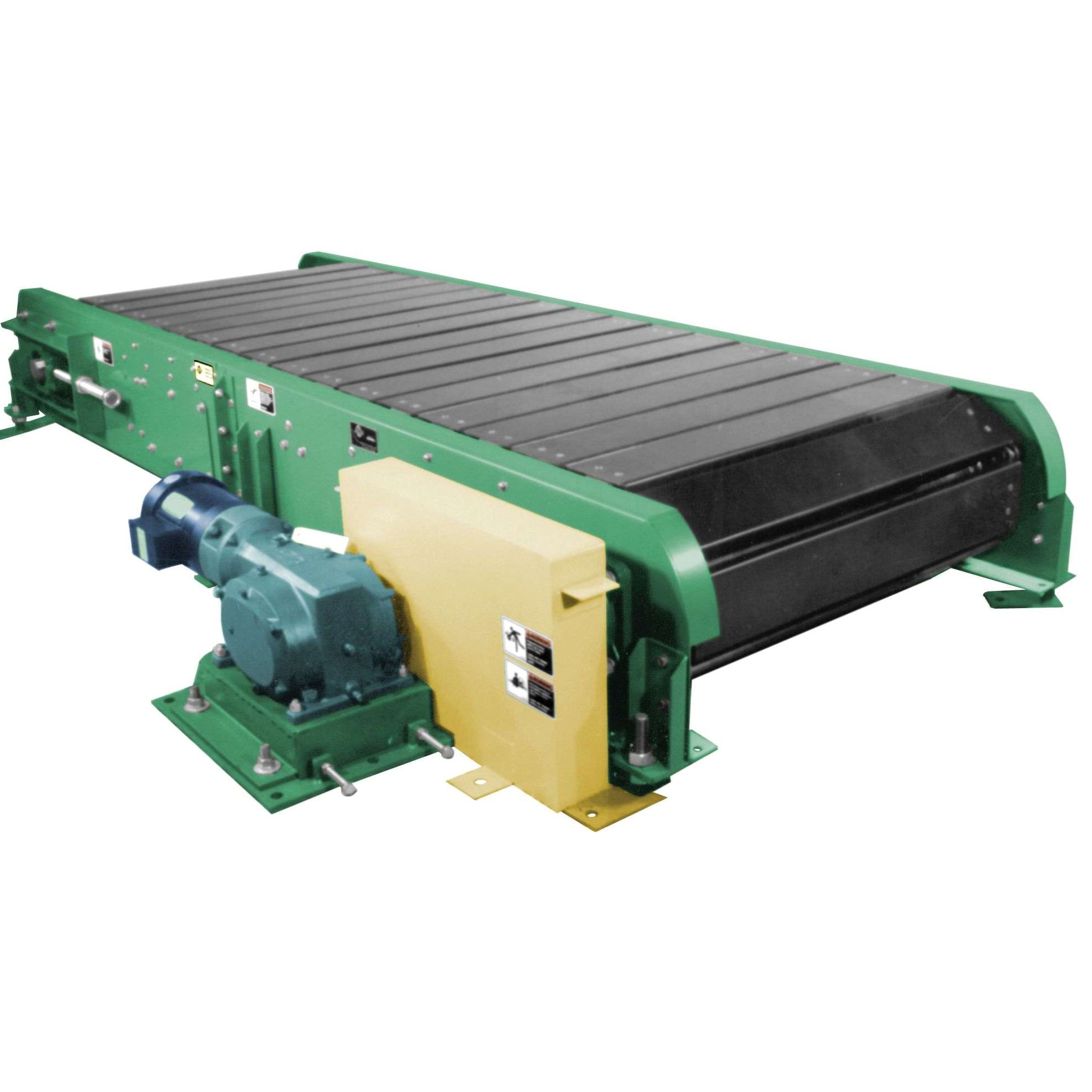
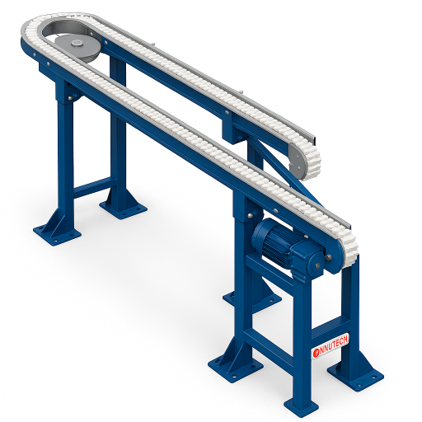
Image Reference (Representative Models):
Below are typical global-standard belt conveyor configurations: